check

check

check

check
check
check
check
check

check

check
In the world of industrial automation, precision and reliability are not just preferences; they are absolute necessities. When it comes to detecting the presence or level of materials without physical contact, one technology consistently stands out: the capacitive sensor. Among the various form factors available, the M18 capacitive sensor has become a ubiquitous and trusted component on factory floors worldwide. Its specific diameter of 18 millimeters offers an ideal balance between sensing capability, ruggedness, and ease of installation, making it a go-to choice for engineers and maintenance personnel.
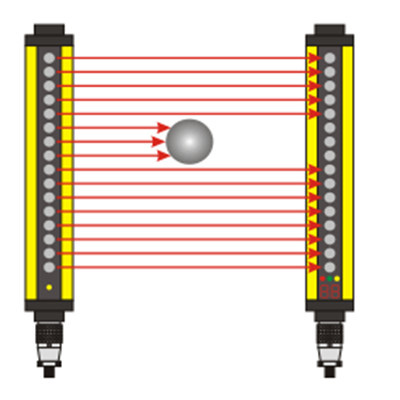
Unlike its inductive counterpart which detects only metals, the M18 capacitive sensor operates on a broader principle. It functions by generating an electrostatic field. When any material, be it a liquid, powder, granule, or solid object, enters this field, it causes a detectable change in the field's capacitance. This change is processed by the sensor's internal circuitry, triggering a switching signal. This fundamental capability makes it incredibly versatile for applications where the target material is non-metallic. Imagine a transparent plastic bottle moving down a conveyor belt, a precise level of flour in a silo, or the presence of glue inside a non-metallic tube – these are all scenarios where an inductive sensor would fail, but an M18 capacitive sensor excels.
The real-world applications for the M18 capacitive sensor are vast and critical. In the food and beverage industry, they are indispensable for monitoring liquid levels in tanks containing water, juice, milk, or oils. Their ability to see through non-metallic container walls allows for hygienic, non-invasive monitoring. In the packaging sector, they reliably detect the presence or absence of products in cardboard boxes or plastic wrappers, ensuring packaging lines run smoothly and no empty packages are shipped. Woodworking and paper processing plants utilize them to detect stacks of wood or rolls of paper. Furthermore, in complex chemical or pharmaceutical processes, these sensors can monitor levels of aggressive liquids or powders, provided they are equipped with housings and sensing faces made from chemically resistant materials like PTFE or PPS.
Selecting the right M18 capacitive sensor involves considering several key parameters to ensure optimal performance. One of the most crucial is the sensing range, which specifies the maximum distance from the sensor face at which a standard target can be reliably detected. Adjustment is typically via a potentiometer, allowing fine-tuning for specific materials. The output type is another vital choice; models are available with NPN (sinking), PNP (sourcing), or analog (4-20mA or 0-10V) outputs to interface seamlessly with different PLCs and control systems. Environmental ratings are non-negotiable for industrial durability. Look for sensors with a high Ingress Protection (IP) rating, such as IP67 or IP69K, which guarantee resistance against dust and high-pressure water jets, making them suitable for washdown environments in food processing. Operating temperature range and housing material (often stainless steel or nickel-plated brass) are also critical for longevity in harsh conditions.
To maximize the performance and lifespan of an M18 capacitive sensor, proper installation and maintenance are key. Mounting the sensor correctly is the first step. It should be securely fixed, and for optimal sensing, the area around the sensor should be free of other objects that could influence the electrostatic field, a phenomenon known as "shielding." Many sensors come with a built-in LED indicator that shows the switching status and aids in setup. During commissioning, use the adjustment potentiometer to set the sensitivity precisely for the target material, ensuring a stable signal without false triggers from the background or container wall. Regular checks should include cleaning the sensing face from buildup, verifying the mounting integrity, and testing the output signal under normal operating conditions.
The M18 capacitive sensor represents a perfect fusion of robust physical design and sophisticated sensing technology. Its versatility in detecting a wide array of materials, coupled with a form factor built for industrial punishment, makes it an essential component in modern automation. From ensuring a bottling plant doesn't run dry to guaranteeing every package on a high-speed line is filled, this sensor works silently and reliably. For engineers seeking a dependable, non-contact solution for level, presence, or position detection of non-metallic substances, the M18 capacitive sensor is not just an option; it is often the definitive answer, driving efficiency and preventing costly downtime across countless industries.